The end face of the intermediate shaft part processed by our company has a composite center hole, which is used as a positioning reference and a threaded hole for assembly for the subsequent processing. The original processing method has low production efficiency, serious problem of burning knife, difficulty in ensuring accuracy, high labor cost of the machine tool, and insufficient performance of the machine tool. In recent years, the author has designed a highly efficient composite center drill for the complex center hole of 20CrMnTi (8620H) and hardness of 197 ~ 200HBW, which effectively solves such problems. 1. Defects in the original tool This axis type workpiece is shown in Figure 1. The 60° chamfer of the orifice plays the role of the positioning reference of each process of the shaft product. The accuracy of the hole directly affects the quality of the subsequent machining of the shaft, especially for the bending and surface defects of the shaft blank. Whether there is a suitable machining allowance for the workpiece. In the processing, the chamfering of the hole, the stepped hole and the bottom hole of the thread must ensure the concentricity requirement. The center hole of the shaft end face is important for the shaft to be installed in the gearbox. The original processing method is completed in two steps. First, the chamfer of 60° (the positioning reference for the post-axis machining) is first machined with the center drill shown in Figure 2. ? 17mm stepped hole; the second process is processed with a drill bit?? 14.5mm threaded bottom hole. There are the following problems in the two-step process: In the first process, chip breaking is difficult in the tool processing, and the chips are easily entangled in the center cone 60°, which affects the flow of the cutting fluid into the drill bit. The temperature in the cutting zone is high and it is easy to make The drill bit is overheated and wears out quickly, greatly reducing the life of the drill bit. Moreover, the chip is easy to scratch the processed surface, resulting in a large roughness value of the chamfered surface of the hole, which directly affects the positioning accuracy requirement. The second process is processed with twist drills? ? 14. 5mm holes are prone to hole drilling and it is difficult to meet hole concentricity requirements. The two processes have a long time, a large tool loss, and a high machine tool cost, which does not allow the machine to perform at its maximum efficiency. Especially in the case that the market situation is very good and the products are in short supply, it is not advisable to explore more scientific and reasonable processing tools to simplify the process and eliminate unscientific processing methods. 2. Design of efficient composite center drill The high-efficiency composite center drilling process is divided into three parts. As shown in Fig. 3, the front blade portion is a two-blade twist drill, the middle blade portion is a machining step hole blade portion, and the rear blade portion is a machining hole chamfering blade portion. Since the center drill has the following design features, the drawbacks described above are solved. Next page
Antique Powder Coatings with highly decorative finishes consisting of a base color with a vein pattern of a distinctly different color.
The base color is usually black, white or other colors.The vein pattern could be metallic (silver, gold or copper).
To preserve its decorative appearance, Clear Topcoat is highly recommended for indoor or outdoor use. More details ,please contact with
APPLICATION SCHEDULE
Antique Silver Powder Coating,Antique Powder Coating,Antique Gold Powder Coating,Antique Copper Powder Coating Jinhu Color Powder Coating Co.,Ltd , http://www.powdercoatingscolor.com
Figure 1 Schematic diagram of the workpiece 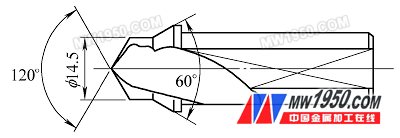
figure 2 